











Абразивные отрезные круги

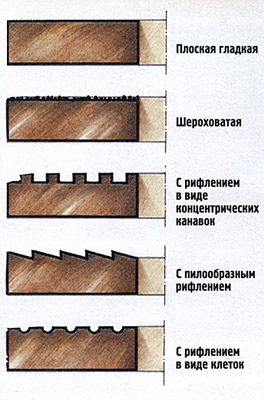
 Некоторые виды торцевой поверхности абразивного отрезного круга
Некоторые виды торцевой поверхности абразивного отрезного круга
 Абразивные отрезные круги на бакелитовой связке различных диаметров и назначений
Абразивные отрезные круги на бакелитовой связке различных диаметров и назначений
 Для резки металла толщиной до
Для резки металла толщиной до 1
1
 2
2
 3
3
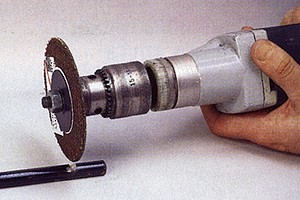
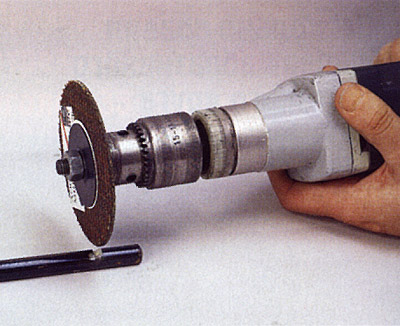
Установка и закрепление абразивного отрезного круга на валу "болгарки":
1. Наденьте металлическую шайбу с наружным диаметром не меньше
2. Наложите прокладку из картона или эластичного материала, толщина которых
3. Закрепите круг посадочным отверстием, наложите вторую прокладку, затем вторую металлическую шайбу, причем каждая прокладка должна выступать из-под шайбы на величину, равную ее толщине, и затяните этот "слоеный пирог" гайкой "болгарки".
 А
А
 Б
Б
 В
В
Трещина в абразивном круге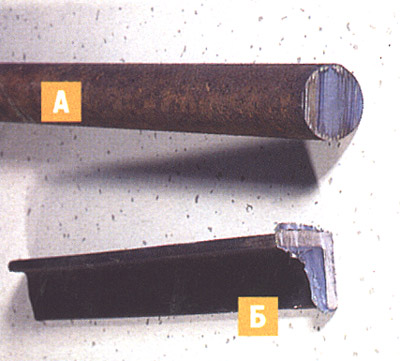 Наиболее распространенные дефекты
Наиболее распространенные дефекты
Приходилось ли вам отрезать стальной уголок 35
Абразивные отрезные круги поставляют на российский рынок такие фирмы, как австрийская TEROLIT, чешская CARBORUNDUM ELECTRITE, немецкие DRONCO,
Абразивный (от
Необходимо предупредить, что многие предприятия, выпускающие отрезные машины, предлагают и отрезные круги к ним под своей торговой маркой, не являясь производителями.
Скорость вращения круга велика, поэтому только высокое качество его изготовления может гарантировать безопасную работу. Круги внесены в перечень продукции и услуг, которые проходят обязательную сертификацию. Так, качество изделий АООТ «МОСШЛИФИНСТРУМЕНТ» (о них пойдет речь) подтверждено учреждением по сертификации, аккредитованным Госстандартом РФ.
Несколько правил выбора абразивного отрезного круга
Проверьте, чтобы круг не был деформирован, а на поверхности отсутствовали трещины и сколы.
Желательно, чтобы указанное максимальное значение частоты вращения круга было бы не меньше частоты вращения используемой «болгарки».
Учтите, что при резке используется только
Упрочняющий элемент не всегда предусматривается конструкцией абразивного круга, и о его наличии можно судить по маркировке. Так, у отечественных производителей буквосочетание «БУ» означает «бакелитовая связка с упрочняющим элементом». Если «У» отсутствует, такого элемента нет и абразивный круг ставить на «болгарку» не рекомендуется.
Чем меньше высота круга, тем легче резать и меньше отходов, но и износ больше. При минимальной высоте круга (5
Абразивный отрезной круг, используемый обычно в домашнем хозяйстве, представляет собой тонкий диск диаметром от
Абразивный круг режет металл частицами мелкозернистого материала высокой твердости (абразива), напоминающими по размерам и форме обычные песчинки. Их сначала смешивают, а затем спрессовывают с упругой синтетической связующей массой, основные виды которой бакелитовая (пластмассовая) или вулканитовая (каучуковая). Острые вершины абразива выступают над поверхностью связки и, задевая за металл, срезают тончайшие стружки. При изготовлении смесь из связки, абразива и наполнителя помещают в форму, спрессовывают и термически обрабатывают. Круги с бакелитовой связкой чаще применяются для грубой резки металла и строительных неметаллических материалов. Круги с каучуковой
Эффективность работы абразивным кругом в значительной степени зависит от размера и твердости частиц: чем крупнее частицы и тверже сам абразив, тем быстрее можно резать металл. зернистость абразива, или размер частиц, может быть от
В отечественной продукции зернистость выше 50
Зернистость от
Данные обозначений зернистости абразива по российскому и международным стандартам ISO (кроме алмаза и нитрида бора)
|
|
|
|
|||
|---|---|---|---|---|---|
| Обозначение | Основной размер частиц, мкм | Обозначение | Основной размер частиц, мкм | Обозначение | Основной размер частиц, мкм |
| - | - | F 4 | 4750 | - | - |
| - | - | F 5 | 4000 | - | - |
| - | - | F 6 | 3350 | - | - |
| - | - | F 7 | 2800 | - | - |
| - | - | F 8 | 2360 | - | - |
| 200 | 2000 | F 10 | 2000 | - | - |
| 160 | 1600 | F 12 | 1700 | Р 12 | 1700 |
| - | - | F 14 | 1400 | - | - |
| 125 | 1250 | F 16 | 1180 | Р 16 | 1180 |
| 100 | 1000 | F 20 | 1000 | Р 20 | 850 |
| - | - | F 22 | 850 | - | - |
| 80 | 800 | F 24 | 710 | Р 24 | 710 |
| 63 | 630 | F 30 | 600 | Р 30 | 600 |
| 50 | 500 | F 36 | 500 | Р 36 | 500 |
| - | - | F 40 | 425 | Р 40 | 355 |
| 40 | 400 | F 46 | 355 | - | - |
| 32 | 320 | F 54 | 300 | Р 50 | 300 |
| 25 | 250 | F 60 | 250 | Р 60 | 250 |
| 20 | 200 | F 70 | 212 | - | - |
| 16 | 160 | F 80 | 180 | Р 80 | 180 |
| - | - | F 90 | 150 | - | - |
| 12 | 120 | F 100 | 125 | Р 100 | 150 |
| 10 | 100 | F 120 | 106 | Р 120 | 106 |
| 8 | 80 | F 150 | 90 | Р 150 | 90 |
| 6 | 63 | F 180 | 75 | Р 180 | 75 |
| 5 | 50 | F 220 | 63 | Р 220 | 63 |
| М 63 | 63-50 | F 230 | 55,7 | Р 240 | 58,5 |
| - | - | F 240 | 47,5 | - | - |
| М 50 | 50-40 | F 280 | 39,9 | Р 280 | 52,2 |
| М 40 | 40-28 | F 320 | 32,8 | Р 320 | 46,2 |
| - | - | F 360 | 26,7 | Р 360 | 40,5 |
| М 28 | 28-20 | F 400 | 21,4 | Р 400 | 35,0 |
| М 20 | 20-14 | F 500 | 17,1 | Р 500 | 30,2 |
| М 14 | 14-10 | F 600 | 13,7 | Р 600 | 25,8 |
| М 10 | 10-7 | F 800 | 11,0 | Р 800 | 21,8 |
| М 7 | 7-5 | F 1000 | 9,1 | Р 1000 | 18,3 |
| М 5 | 5-3 | F 1200 | 7,6 | Р 1200 | 15,3 |
| - | - | - | - | Р 1500 | 12,6 |
| - | - | - | - | Р 2000 | 10,3 |
| - | - | - | - | Р 2500 | 8,4 |
Марки и зернистость абразива для отрезных кругов
| Название и марка абразива | Зернистость абразива | |
|---|---|---|
| связка бакелитовая | связка вулканитовая | |
|
Нормальный электрокорунд 13 |
125, 100, 80, 63, 50, 40, 25, 16 | 46, 25, 16, 12, 10, 8, 6 |
|
Хромотитанистый электрокорунд 93 |
125, 100, 80, 63, 50, 40, 25, 16 | - |
|
Белый электрокорунд 25 |
50, 40, 25, 16, 12 | 40, 25, 16, 12, 10, 8, 6 |
|
Циркониевый электрокорунд 38 |
125, 100, 80, 63 | - |
|
Черный карбид кремния 53 |
160, 125, 100, 80, 63, 50, 40, 25, 16 | - |
|
Карбид кремния зеленый 63 |
16, 12, 8, 6 | - |
В качестве абразива обычно используют электрокорунд (нормальный, легированный, белый) и реже
Чтобы снизить опасность разрыва круга при резке с большой частотой вращения, в его тело вводят упрочняющий элемент в виде круглого диска из тонкой стеклянной сетки. Один такой сетчатый элемент посередине высоты круга (или
Практические рекомендации
Новый отрезной круг сначала обязательно прокрутите вхолостую около
5
Постепенный износ абразивного отрезного круга сопровождается сокращением диаметра круга, поэтому в случае многократного использования постепенно уменьшите глубину резки.
Чтобы охлаждение водой, используемое крайне редко (например, при нагреве отрезаемого металла), было эффективным, сбавьте частоту вращения круга
Разрезаемый металл закрепляйте только с одной стороны. В
Подачу круга при резке толстого прутка следует снизить
Хранить абразивный круг с бакелитовой связкой следует в сухом месте, поскольку от влаги прочность связки со временем снижается.
Абразивный круг обладает двумя преимуществами по сравнению с алмазным. Во-первых, при работе не требуется принудительное охлаждение водой, потому что его температура обычно не превышает
Во-вторых, такой круг не затупляется, как говорится, "самозатачивается", при этом начальный диаметр постепенно уменьшается за счет разрушения частиц абразива и выгорания связки. В
Режимы резки абразивным отрезным кругом зернистостью 63
|
Диаметр |
Скорость резки, м/с | Глубина резки, мм | Подача* круга, м/мин | Требуемая мощность, кВт |
|---|---|---|---|---|
|
115 |
60 или 80 |
Не более 0,15 |
0,2-0,8 | 1,0 |
|
150 |
« | « | « | 1,4 |
|
180 |
« | « | « | 1,6 |
|
200 |
« | « | « | « |
|
230 |
« | « | « | 1,9 |
|
300 |
« | « | « | 2,2 |
|
400 |
« | « | « | 2,6 |
|
500 |
« | « | « | 3,2 |
* При переходе к резке кругом с другой зернистостью подачу следует уменьшить при зернистости 50 в 0,8 раза
и увеличить при зернистости 80 в
Работу круга определяют его скорость и подача (перемещение). Максимальная частота вращения обязательно должна быть указана на маркировке круга или на этикетке. На отечественных изделиях значение скорости дополнительно выделяется цветом диаметральной полосы: желтой
Перемещение должно быть строго в диапазоне от 0,2
Для уменьшения нагрева абразивного круга его торцевую поверхность либо оставляют плоской, но очень грубой, с выступающими из связки зернами абразива, либо делают рифленой за счет неглубоких канавок, например, в форме концентрических окружностей. Это снижает тепловыделение и расход мощности
Эффективность резки бетона абразивным кругом АООТ «МОСШЛИФИНСТРУМЕНТ» и алмазного отрезного круга фирмы «СПЛИТСТОУН»
|
Тип круга (диаметр 230 |
Цена круга, $ | Ресурс, м2 |
Стоимость 1 |
|---|---|---|---|
| Абразивный круг | 0,6 | 0,05 | 12,0 |
| Алмазный круг «турбо» | 38 | 13 | 2,9 |
| Алмазный круг сегментный | 95 | 25 | 3,8 |
Как видно из таблицы, стоимость абразивного круга во много раз меньше. Поэтому, если отрезать нужно немного, то выгоднее приобрести абразивный отрезной круг, а если необходимо постоянно иметь круг под рукой, то
Перед работой прочтите еще раз инструкцию пользования «болгаркой», которую следует соблюдать самым тщательным образом во избежание травмы в процессе резки этим высокоскоростным инструментом.
- Источник: Журнал «Идеи вашего дома»№25









Пока комментариев нет. Начните обсуждение!